
OsecoElfab’s TopHat Rupture Disc Assembly
In viscous service applications where stationary, or even flowing viscous fluids are present, product buildup in non-flowing areas of pipe are a concern. Rupture discs are almost always installed in a non-flowing section of pipe, a so-called “dead leg”. It’s an ideal environment for viscous fluids to plug up the space in the dead leg under the rupture disc. In some cases, this buildup can interfere with the proper operation of the disk during an overpressure event.
One solution for these situations is to locate the rupture disc within the flowing pipe sections, in an assembly known as a viscous service holder. Viscous service holders are typically designed with diaphragm valve bodies to allow for the installation of a rupture disk. These valve bodies are machined to divert the flowing fluid and “sweep” it past the rupture disc, to minimize product buildup. In theory, the viscous service holder design is smart and functional however, in the field, the design is prone to repeated rupture disc failures. The very act of redirecting viscous fluid flow onto the rupture disc creates additional stress on the rupture disc. Variations in flow rate or fluid viscosity can alter how much stress, and where that stress is applied to the rupture disc second by second, resulting in repeated premature failures.
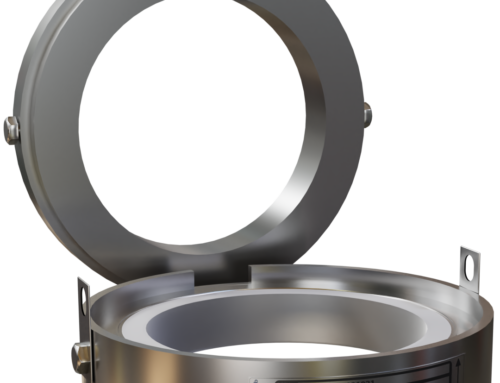
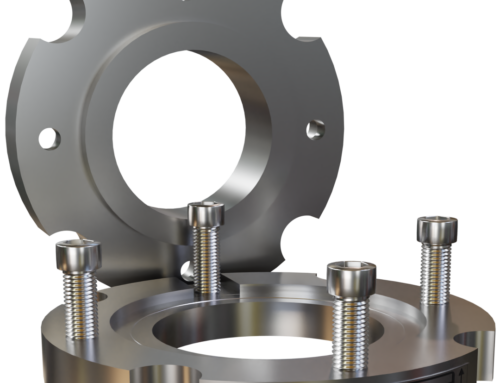
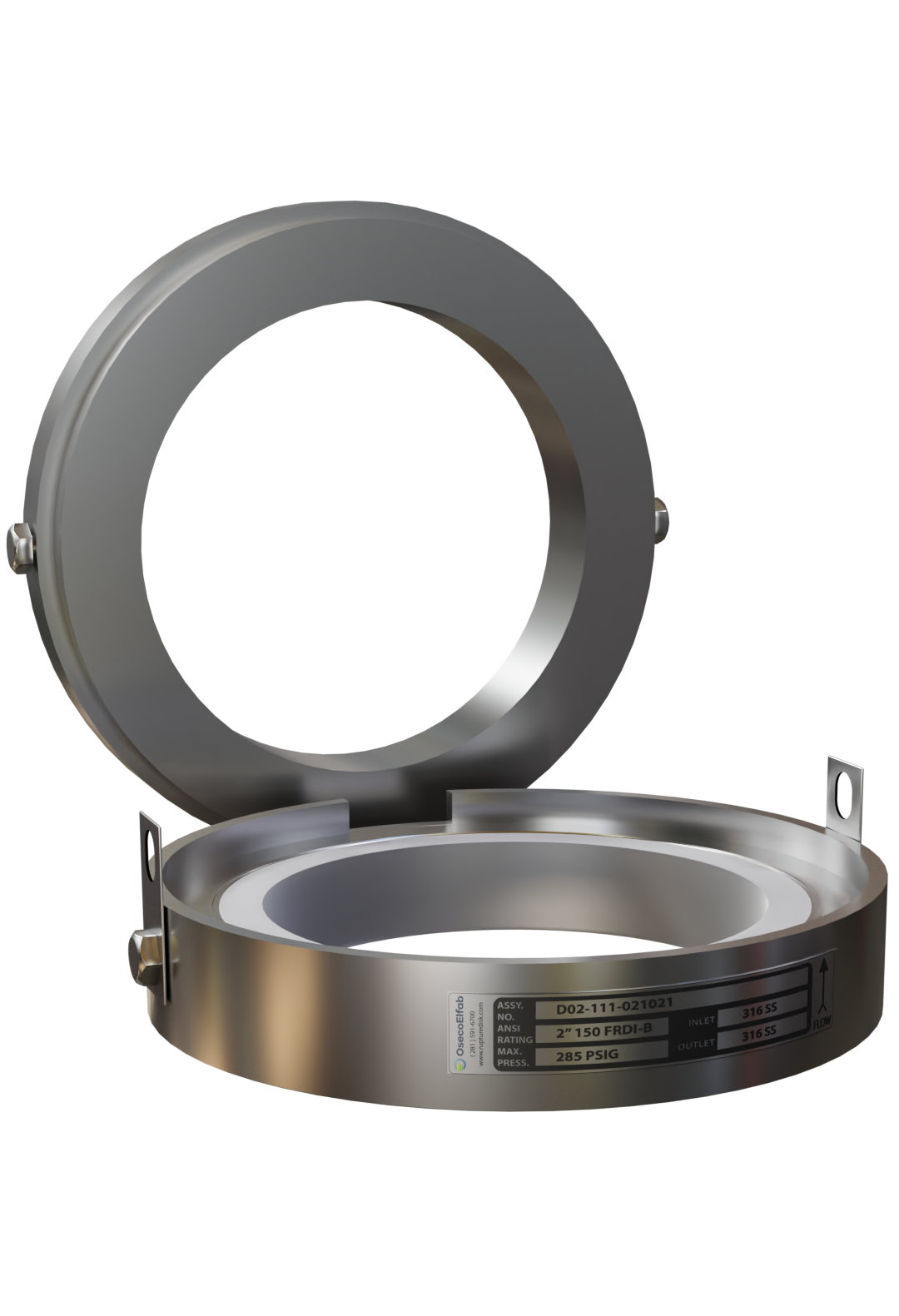
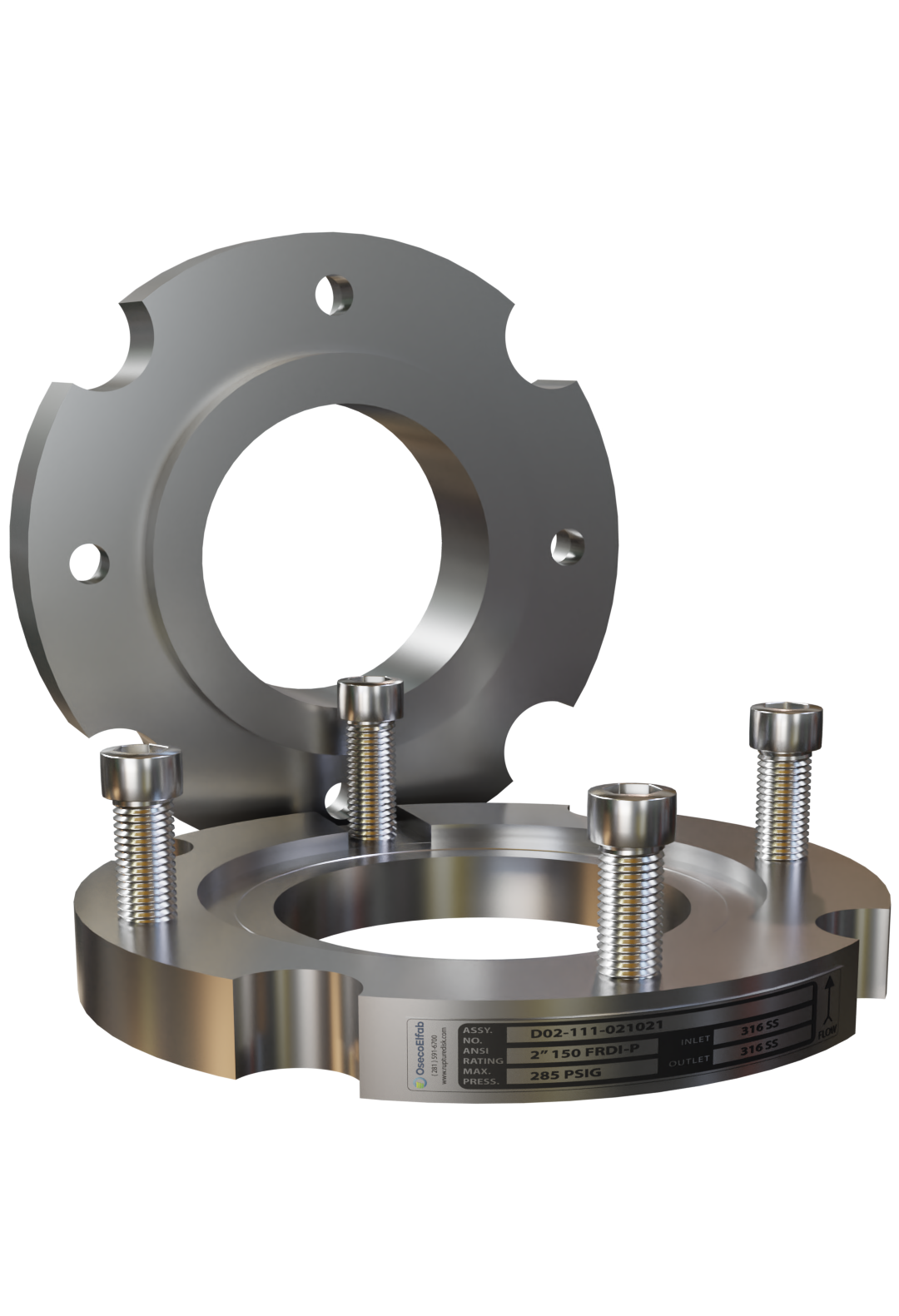
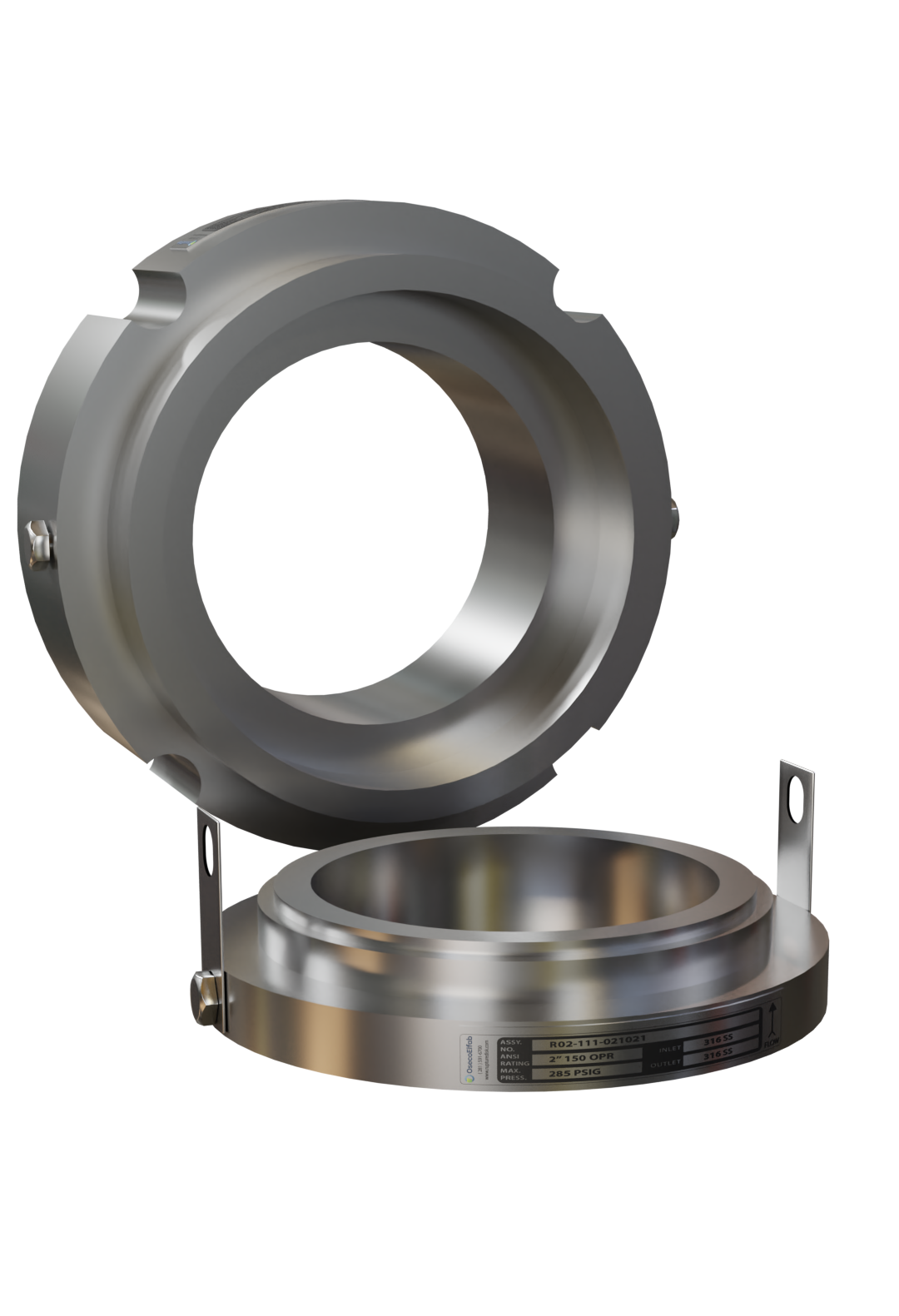
A better solution for these situations is to simply eliminate the non-flowing space under the rupture disk in a traditional installation location. By removing the area where plugging occurs most frequently, the rupture disc is able to do its job effectively, without being subjected to a high stress environment. The top hat design takes a machined barrel with an outside diameter just small enough to slip inside the current piping nozzle. A rupture disc is welded onto one end of the barrel, and a flanged surface is welded onto the other end of the barrel. The resulting assembly looks quite a bit like a metal top hat. This assembly is installed into the piping where the original rupture disc assembly was, and it places the new rupture disk down inside the pipe nozzle, flush with inside walls of the flowing line. This design physically removes the non-flowing space in the pipe nozzle, allows for some sweeping action of the flowing fluid, and maximizes the reliability of the rupture disc.
One major draw-back for the Top Hat Rupture Disc Assembly is the need to use a smaller rupture disc. Because the design includes slipping a metal barrel inside the existing pipe nozzle, the available flowing area is reduced – typically by one line size. So, a 4” nozzle would use a 3” rupture disk, or a 2” nozzle would use a 1.5” rupture disk.
OsecoElfab’s Top Hat Rupture Disc Assembly can be manufactured with most cross-scored rupture disks, as well as with non-scored metal rupture disks. Circumference-scored rupture disks tend to not do well with this welded design.
- Available rupture disks for OsecoElfab’s Top Hat Rupture Disc Assembly include the FAS, the PCR, the PLR, and the STD.
- OsecoElfab’s Top Hat Rupture Disc Assembly is available in line sizes ranging from 1.5 inch diameter all the way up to 24 inches diameter.
- OsecoElfab’s Top Hat Rupture Disc Assembly is available in all OE standard materials (316 Stainless Steel, Nickel 200, Inconel 600, Monel 400, and Hastelloy C 276). Other materials may be available or offered on request.
- OsecoElfab’s Top Hat Rupture Disc Assembly is designed and manufactured, but is NOT certified to ASME BPVC Section XIII requirements. This assembly is not offered with the UD stamp. The default KRGL of 2.4 for this assembly must be used.


{kind=link}
{kind=link}
{kind=link}
{kind=link}